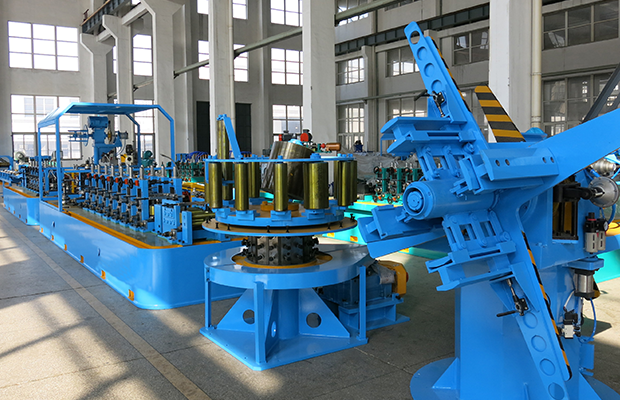
La machine de formage par laminage à froid est une sorte de structure de rouleau, qui adopte principalement l'arbre supérieur et le rouleau supérieur pour fixer, le rouleau inférieur et l'arbre inférieur pour fixer, et le siège de roulement auxiliaire et le siège de roulement sont reliés par la première plaque de raccordement;Le siège de roulement auxiliaire de la machine de formage à froid
est relié à l'arbre supérieur par le roulement, la deuxième plaque de raccordement est fixée au Siège de roulement auxiliaire et le petit arbre est fixé à la deuxième plaque de raccordement.Le rouleau auxiliaire est relié au petit arbre par des roulements et sa structure est simple, compacte et raisonnable.Lorsque la tôle est en contact avec le rouleau auxiliaire, le rouleau auxiliaire peut tourner passivement, ce qui évite la flexion du blanc dans le processus de formage de la tôle et fait que la déformation élastique originale se transforme en déformation plastique.Les résultats montrent que l'indentation de la surface de la plaque de formage est évidemment réduite et que la surface est lisse.Les résultats montrent que la couche neutre dans la zone de déformation est calculée avec précision, que le matériau dans la zone de déformation est calculé avec précision et que la symétrie de l'usinage des rouleaux est bonne.2. La zone non déformée ne doit pas être comprimée autant que possible (par exemple, le fond du rail coulissant) et le dégagement des rouleaux supérieurs et inférieurs doit être uniforme pendant l'assemblage.3. Avant de mordre le matériau, régler la pente de guidage en fonction de l'état de roulement du rail - Guide avant.Le matériau glissera en douceur dans le rouleau avant une compression stable.La précision de l'usinage des rouleaux est la clé.Par conséquent, l'outil spécial sera amplifié 20 fois sous le projecteur pour l'essai.5. Le roulement à rouleaux coniques est adopté du côté de l'entraînement principal pour s'assurer que l'écoulement radial de l'arbre principal est inférieur à 0,04mm et que l'arbre principal ne tourne pas à gauche ou à droite.En raison de l'écart entre les roulements à billes ordinaires eux - mêmes, le mouvement axial est in évitable dans l'entraînement de précision.
6. Les problèmes de flexion et de torsion dans la production sont principalement dus au déséquilibre de la force, au déséquilibre de la force gauche et de la force droite, à la flexion de la force gauche et de la force droite, au déséquilibre de la force supérieure et de la force inférieure, ce qui entraîne une déformation.Solution conception équilibrée, usinage précis, installation et réglage pratiques.