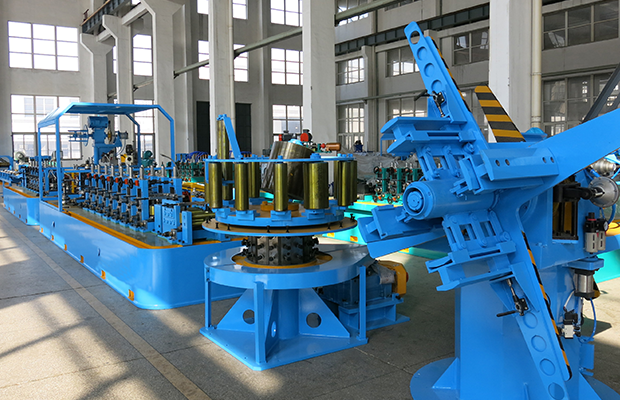
L'efficacité de travail de la machine de formage à froid dépend principalement de la forme et de la structure du rouleau de l'outil de production.L'outil de production le plus utilisé est le rouleau de formage.Le problème le plus complexe dans le laminage à froid est la détermination de la forme du rouleau.Avec l'amélioration de la stabilité de la bande et des exigences de qualité des profilés, ainsi que l'amélioration de la vitesse de formage de la machine de formage des rouleaux à froid, des exigences de plus en plus élevées sont proposées pour les rouleaux de formage.
Équipement de formage à froid les principes de base pour déterminer le nombre de passes et la forme du rouleau sont les suivants: 1. Lorsque le nombre minimal de passes est utilisé, la forme du rouleau doit donner au matériau une déformation uniforme et raisonnable.
2. Déterminer et calculer les dimensions verticales et horizontales du type de rouleau en fonction de l'axe central constant sélectionné pour chaque course.Pour une forme symétrique, cet axe est l'axe de symétrie.3. Segmenter le profil et calculer la longueur de chaque segment.L'ordre total de chaque segment de ligne à gauche et à droite de l'axe sélectionné reste inchangé tout au long du processus.
4. L'angle de rotation de l'arc circulaire inférieur du profil ne doit pas dépasser 45° Sur une paire de rouleaux.5. La flexion de la paroi verticale ne coïncide pas avec la flexion de l'arc du fond.
6. Il est recommandé que l'angle d'inclinaison du rouleau supérieur soit supérieur de 1,5 à 2 degrés à celui du rouleau inférieur.
7. Lorsque le diamètre intérieur de flexion est très petit, afin de faciliter la flexion du matériau et de marquer la position de la courbe de flexion, une rainure encastrée dans le profil peut être préalablement laminée à froid sur la bande.
8. La forme de la dernière paire de rouleaux de formage doit tenir compte des données de résilience élastique.9. Afin d & apos; éviter le déplacement axial des rouleaux, il est recommandé de faire une bride pour couvrir la bride ou la saillie du rouleau correspondant.10. Afin d & apos; éviter que les profilés fabriqués ne soient tordus ou courbés après avoir été retirés du dernier rouleau, un guide de décharge a été installé pour redresser les profilés.
11. Les facteurs à prendre en considération lors de la conception du profil de rouleau d'une machine de formage de rouleaux à froid pour la production d'un produit particulier comprennent le profil de trou de formage, la largeur de la bande, la conception du rouleau, les paramètres du rouleau de formage, le matériau du rouleau de formage, etc.