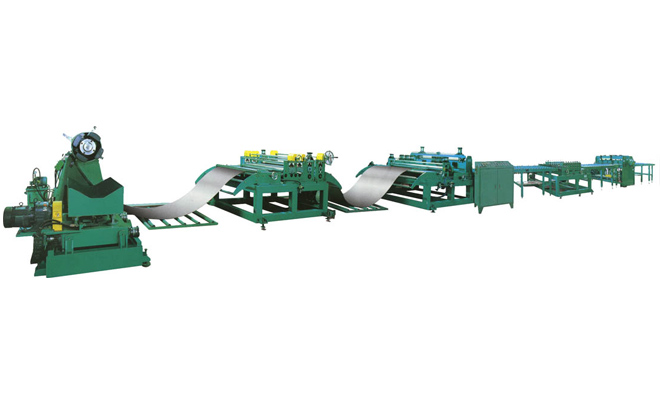
1. La machine de déballage
est généralement une structure à tête unique et adopte une structure en porte - à - faux.La structure télescopique à quatre barres en porte - à - faux doit serrer le trou intérieur de la bobine d'acier, puis l'installer sur le déballeur et la desserrer et la serrer automatiquement par pression électrohydraulique (l'accumulateur doit maintenir la pression pour s'assurer que la bobine d'acier ne se desserre pas pendant le fonctionnement).Afin de faciliter le fonctionnement et le contrôle automatique de la vitesse d'alimentation, la commande à fréquence variable, le mécanisme de freinage pneumatique et l'interrupteur photoélectrique de démarrage / arrêt doivent être adoptés.
base de la presse à rouleaux fournisseur de la presse à rouleaux est un mécanisme de soudage des tôles.En général, il existe deux ensembles de dispositifs de retenue pour assurer l'utilisation de bobines positives et négatives sans bobines desserrées.
bobine simple équipée d'un chariot d'alimentation, raccourcit le temps d'amarrage des deux rouleaux et améliore l'efficacité de la production.Le rouleau étroit doit être conçu avec un dispositif anti - roulis.2. Le Guide d'alimentation
est principalement utilisé pour le cisaillement de la tête de tôle, le serrage pendant le soudage, le réglage de la queue de matériau pendant le soudage, et le dérouleur tire la bande d'acier vers l'avant par déchargement actif.Il se compose principalement d'un dispositif de guidage, d'un rouleau de serrage, d'un réducteur de moteur et d'un siège d'entraînement.3. Dispositif de soudage par bouts de cisaillement
le soudage par bouts de cisaillement est semi - automatique, c'est - à - dire que la tête de coupe (queue) est adoptée et que le positionnement du matériau est manuel.La fonction principale du dispositif est d'introduire la bande d'acier non enroulée dans la tête et la queue de la bande d'acier, d'aligner et de presser le joint de la tête et de la queue de la tôle d'acier, et la protection de l'argon est généralement adoptée dans le processus de soudage.
compresseur
le tonnage du compresseur est généralement déterminé par la force de Blanking.Les compresseurs sont souvent équipés d'un système d'alimentation servo pour répondre à la précision d'alimentation par Unit é de longueur de produit.La précision générale est contrôlée à 0,5mm / pièce.
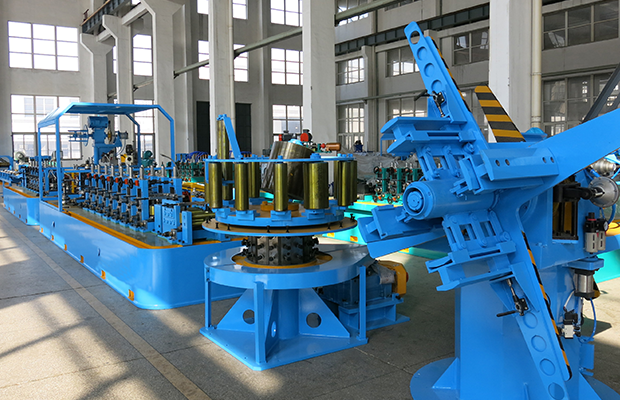
machine de formage
le corps principal de l'unit é de formage est généralement alimenté par un servomoteur pour assurer la précision du formage.Le servomoteur est relié en série au réducteur de vitesse à ver.La vitesse de formage détermine la vitesse de rotation du moteur et le rapport de décélération de l'engrenage à ver.Le système hydraulique pneumatique peut répondre aux besoins de positionnement et de serrage du changement rapide d'outil.Le dispositif d'arrêt d'urgence peut arrêter le câble en cas d'erreur du personnel de mise en service.Le dispositif de mesure de la longueur est utilisé pour mesurer la longueur d'alimentation comme méthode de positionnement approximatif pour la coupe.Le système de refroidissement refroidit les rouleaux et les bandes d'acier qui produisent de la chaleur pendant le formage.Le dispositif de détection des fibres optiques est généralement utilisé comme base de coupe à longueur fixe.Le moule de formage peut être laminé.6. Dispositif de formation d'arc (facultatif)
pour les bandes de produits qui doivent être formées avec un arc de courbure égale ou inégale, un dispositif de formation d'arc est nécessaire.La partie d'amorçage de l'arc comprend un dispositif à rouleaux d'amorçage de l'arc et un dispositif d'alimentation électrique d'amorçage de l'arc.Le dispositif de formation d'arc comprend un dispositif de formation d'arc en flexion en trois points, un dispositif de formation de trowel de course et un dispositif de formation d'arc à courbure variable.L'Unit é d'alimentation en arc fournit une alimentation auxiliaire pour le démarrage de l'arc.La partie de post - formage
comprend généralement deux ensembles de poinçons.L'Unit é de formage fournit la puissance d'alimentation, complète le poinçonnage, le Parage, le pressage et d'autres processus de formage par laminage, et réalise l'intégration de l'automatisation et du processus.8. Mécanisme de coupe
le mécanisme de coupe
termine la coupe de la bande du produit.En général, la précision de coupe doit être atteinte± 0,5mm, la hauteur de Burr doit être inférieure à la valeur requise.Dispositif d'encodage
le dispositif d'encodage se compose généralement d'une bande transporteuse, d'un manipulateur et d'un compartiment de stockage.Lorsque le mécanisme de coupure est coupé, le produit tombe sur la bande transporteuse et le bras mécanique place le produit dans le silo de stockage.
autres
l'unit é de production continue de formage en flexion des rouleaux se compose généralement des éléments ci - dessus et peut réaliser un mode de production hautement automatisé et continu.Pour certains produits laminés à section fermée, il faut ajouter un soudeur laser ou un soudeur à rouleaux à courant continu pour souder la zone fermée.Le modèle utilitaire peut intégrer des procédés tels que le poinçonnage, le pressage et le Parage dans le processus de laminage de certaines structures de petite surface.